技術コラム
深穴加工において切り粉の排出性を良くするためには?
深穴加工とは?
深穴加工(英語:deep hole drilling)とは、一般に、穴径に対して深さが5倍を超える穴をあける加工のことを指します。穴径や穴寸法、同軸度など高精度・高品質を実現するためには、専用の機械と高い技術力が必要です。
深穴加工について詳しく知りたいという方はこちらをご覧ください。
深穴加工の種類
深穴加工は、①ガンドリル加工と②BTA加工という2種類に分類することができます。
ガンドリル加工・BTA加工について詳しく知りたい方はこちらをご覧ください。
>>【技術コラム】BTA加工とガンドリル加工との違いについて
深穴加工において切り粉の排出性を良くするためには?
深穴加工におけるよくあるトラブルの一つとして、切り粉の排出性が悪いというのが挙げられます。
まず、なぜ深穴加工では切り粉の排出性が悪いかと言うと、穴が深いために加工中に発生した切り粉が穴底に溜まりやすいためです。切り粉が適切に排出されないまま加工を続けていると、ドリルの溝に切り粉が詰まってしまい、加工精度が悪化するうえ切削抵抗も大きくなることから、工具の摩耗・欠損につながります。
切り粉の排出性を上げるためには、
- 切り粉が分断されるように加工条件を調整する
- 切り粉が工具の溝から流れ出やすいように、工具を選定もしくはカスタマイズする
- 適切な切削液の選定及び適切な使用
という3つの対策があります。
分断されずつながった切り粉は工具の大敵です。切り粉が分断されるようにするためには、①送り速度を速くする、②送り量を増やす、という対策が有効です。また、切り粉が排出されやすいように、溝長が長いロングドリルを選定する、もしくは既製品のドリルの溝をカスタマイズする必要があります。また、切削液は切り粉を掻き出す役割を果たします。水性の切削液か油性の切削液かはワーク材質によって検討する必要があります。
深穴加工の事例・実績
深穴加工の事例①スピンドル

こちらはホーニング盤と呼ばれる工作機械のスピンドルに使用される部品です。 材質はSCM440、調質後の外形φ133、長さ464の素材にφ21のガンドリル加工を行いました。 その後旋盤にて荒加工を行い、最終仕上げはお客様にて実施されました。
BTA・ガンドリル加工.COMではワークサイズや加工形状、硬度が必要な部位等によって最適な熱処理方法をご提案することが可能です。 また、荒加工形状もストレートの段付きだけでなく、テーパー形状にも対応可能です。
深穴加工の事例②専用工作機械のドローチューブ

こちらは工作機械に使用されるドローチューブの部品です。 材質はS45C 外形φ190、長さ1280mmの素材にφ160の穴をBTA貫通加工にて実施しました。
肉厚が15mmのパイプ形状となっており、お客様での穴加工が困難とのことでBTA・ガンドリル加工.COMに依頼がありました。 パイプ形状への加工は肉厚が小さくなり、加工時のクランプで変形が発生したり、加工中にビビりが発生します。そのため、 加工精度に影響を及ぼすことがあり難易度の高い加工ですが、パイプ形状も蓄積されたノウハウにより対応可能です。
深穴加工の事例③専用機械の軸

こちらは産業機械業界向けに製作した専用機械の軸です。 材質がSCM415、外径φ205、材料長さ630の素材に穴径φ27にて貫通加工しております。
BTA・ガンドリル加工.COMでは旋盤加工ではやりにくい素材端面のタップ加工も 横型マシニングセンターを保有しているので対応可能です。 BTA・ガンドリル加工.COMにてあらかじめ端面の加工を行って納入させて頂くことで、お客様は旋盤での外形加工のみ対応すればよく、工程、工期短縮が実現しました。
深穴加工の事例④成形機 ケース
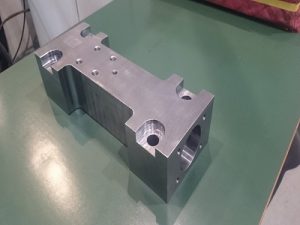
こちらは、資材業界向けに製作した成形機ケースです。
材質としてはSSを使用しており外径80*125*330、穴径85、材料長さ330、加工長さ330、重量26㎏で製作しております。
深穴加工の事例⑤研削盤 アクスル
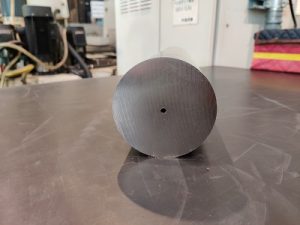
こちらは工作機械の業界向けに製作した研削盤用アクスル(軸)です。
材質がSUS440C、外径80、穴径φ4、材料長さ400の素材に加工長さ400で製作しています。 φ4という小径の深穴加工にお困りだったため、今回はBTA・ガンドリル加工.COMにて穴加工のみ実施、その後の加工等はお客様にて行われました。
深穴加工に関するよくある質問
Q.片側貫通は可能ですか?
A.基本的には両側貫通にて加工しておりますが孔径と長さによっては、片側貫通可能でございます。 詳細はお問い合わせにてご確認ください。
Q.どこまでの長さが加工可能ですか?
A.自動見積では2000mmまでですが、それ以上もケースによっては加工可能です。 詳しくは、お問い合わせください。
Q.孔径、孔の曲がりの公差はいくつ程度ですか?
A.孔径:±0.2~0.3程度 孔の曲がり:1mにつき1mm程度 ですが、小径の場合は曲がりが大きくなる場合があるため、別途お問い合わせにてご確認ください。
深穴加工はBTA・ガンドリル.COMにお任せ下さい!
今回は深穴加工についてご紹介しました。
弊社では自社開発のものも含め、BTA加工機・ガンドリル加工機を複数台所有しており、最大加工サイズがφ600✕13,000、加工径はφ33~265のBTA加工、最大ワークサイズが1,290✕2,200、加工径 φ4~32、最大加工長 1,500のガンドリル加工を行うことができます。BTA・ガンドリル加工.comを運営する深江特殊鋼株式会社は特殊鋼の鋼材商社ですので、ステンレス鋼や工具鋼、チタン系・アルミニウム系金属のような特殊鋼も手配から深穴加工、配送まで一括対応可能です。また、深穴加工はもちろんのこと、その他の旋盤加工や研磨加工といった精密な加工に不可欠な周辺の加工も鋼材商社としてのネットワークを駆使することで対応可能です。
深穴加工についてお困りごとがございましたらBTA・ガンドリル.COMにご相談ください!
お問い合わせはこちら
