技術コラム
深穴加工とBTA・ガンドリル方式について
深穴加工とは
深穴加工(英語:deep hole drilling)とは、一般に、穴径に対して深さが5倍を超える穴をあける加工のことを指します。穴径や穴寸法、同軸度など高精度・高品質を実現するためには、専用の機械と技術が必要です。
マシニングセンターで深穴加工が難しい理由
「マシニングセンタがあれば深穴加工もできるんじゃないの?」という質問を時々頂きますが、結論としては、マシニングセンタで深穴加工をすることは難しいです。
実は、ツイストドリルという穴加工用の切削工具を使用すれば、穴径の30倍程度の深さまで加工可能です。深穴加工においての一番の問題点は切り粉の排出性であり、これをクリアしなければ高効率かつ高精度な加工は実現できません。ツイストドリルでは切り粉を排出しやすい形状にすればするほど、工具剛性が低下してしまいます。その結果、穴の面粗度や直進性が悪くなったり、加工効率が落ちてしまいます。そのため穴径の30倍を超える長さで、高速加工が可能なツイストドリルは非常に種類が少なく、マシニングセンターでの加工は難易度が高くなります。
BTA・ガンドリル方式による深穴加工
これらを解決するのがBTA方式とガンドリル方式です。
専用の加工機と工具を用い、ドリルの先端から切削油を吐出することで切くずを効率よく排出します。これ自体はツイストドリルでも可能ですが、BTAやガンドリルは特殊なドリル形状と排出方法によりスムーズな切くずの排出を実現しています。これにより穴の面粗度や直進性に優れ、高精度の穴加工が可能となります。
一般的にはガンドリル加工はφ30以下の小径、BTA加工はそれ以上の中、大径が得意です。また、深穴加工部と他の加工部位との位相を合わせるために、深穴加工前に旋盤加工やフライス加工のような前加工が必要な場合があります。いわゆる「黒皮材」にそのまま穴加工をするのではなく、基準となる面も同時加工しておくことで、後加工での工数を短縮することが可能です。
深穴加工の事例①スピンドル

こちらはホーニング盤と呼ばれる工作機械のスピンドルに使用される部品です。 材質はSCM440、調質後の外形φ133、長さ464の素材にφ21のガンドリル加工を行いました。 その後旋盤にて荒加工を行い、最終仕上げはお客様にて実施されました。
BTA・ガンドリル加工.COMではワークサイズや加工形状、硬度が必要な部位等によって最適な熱処理方法をご提案することが可能です。 また、荒加工形状もストレートの段付きだけでなく、テーパー形状にも対応可能です。
深穴加工の事例②専用工作機械のドローチューブ

こちらは工作機械に使用されるドローチューブの部品です。 材質はS45C 外形φ190、長さ1280mmの素材にφ160の穴をBTA貫通加工にて実施しました。
肉厚が15mmのパイプ形状となっており、お客様での穴加工が困難とのことでBTA・ガンドリル加工.COMに依頼がありました。 パイプ形状への加工は肉厚が小さくなり、加工時のクランプで変形が発生したり、加工中にビビりが発生します。そのため、 加工精度に影響を及ぼすことがあり難易度の高い加工ですが、パイプ形状も蓄積されたノウハウにより対応可能です。
深穴加工の事例③専用機械の軸

こちらは産業機械業界向けに製作した専用機械の軸です。 材質がSCM415、外径φ205、材料長さ630の素材に穴径φ27にて貫通加工しております。
BTA・ガンドリル加工.COMでは旋盤加工ではやりにくい素材端面のタップ加工も 横型マシニングセンターを保有しているので対応可能です。 BTA・ガンドリル加工.COMにてあらかじめ端面の加工を行って納入させて頂くことで、お客様は旋盤での外形加工のみ対応すればよく、工程、工期短縮が実現しました。
深穴加工の事例④成形機 ケース
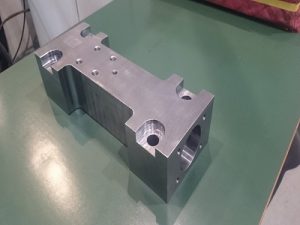
こちらは、資材業界向けに製作した成形機ケースです。
材質としてはSSを使用しており外径80*125*330、穴径85、材料長さ330、加工長さ330、重量26㎏で製作しております。
深穴加工の事例⑤研削盤 アクスル
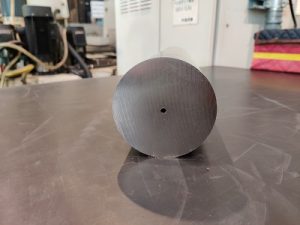
こちらは工作機械の業界向けに製作した研削盤用アクスル(軸)です。
材質がSUS440C、外径80、穴径φ4、材料長さ400の素材に加工長さ400で製作しています。 φ4という小径の深穴加工にお困りだったため、今回はBTA・ガンドリル加工.COMにて穴加工のみ実施、その後の加工等はお客様にて行われました。
深穴加工はBTA・ガンドリル.COMにお任せ下さい!
今回は深穴加工についてご紹介しました。
弊社では自社開発のものも含め、BTA加工機・ガンドリル加工機を複数台所有しており、最大加工サイズがφ600✕13,000、加工径はφ33~265のBTA加工、最大ワークサイズが1,290✕2,200、加工径 φ4~32、最大加工長 1,500のガンドリル加工を行うことができます。BTA・ガンドリル加工.comを運営する深江特殊鋼株式会社は特殊鋼の鋼材商社ですので、ステンレス鋼や工具鋼、チタン系・アルミニウム系金属のような特殊鋼も手配から深穴加工、配送まで一括対応可能です。また、深穴加工はもちろんのこと、その他の旋盤加工や研磨加工といった精密な加工に不可欠な周辺の加工も鋼材商社としてのネットワークを駆使することで対応可能です。
深穴加工についてお困りごとがございましたらBTA・ガンドリル.COMにご相談ください!
お問い合わせはこちら
